Carrier Midea India Pvt. Ltd. is a joint venture established between Carrier and Midea Group Co. Ltd. Carrier, renowned for its invention of modern air conditioning by Willis Carrier in 1902, is a leading provider of heating, ventilating, and air-conditioning solutions. The company has a global presence, operating 51 factories and 39 research & design centers with more than 53,000 employees serving customers in over 180 countries.
On the other hand, Midea Group, a Fortune 500 company, is a high-technology holding that specializes in HVAC, home appliances, robotics and automation, smart home and IoT, as well as smart logistics and components. The company has 34 global production centers, over 150,000 employees, and an annual revenue of more than USD 40.5 billion in 2019 generated in more than 200 countries and regions.
Carrier Midea India has exclusive rights to manufacture and sell Carrier and Midea air conditioners in India. The company has its manufacturing facility in SUPA, Ahmednagar, Maharashtra, and a pan India presence in more than 35 cities across the country.

+
Authorized Dealers

Branch Offices

+
Major Cities
Carrier Room Air Conditioners
Midea Room Air Conditioners
Midea Light Commercial ACs
Midea VRF
Carrier Midea India is committed to providing high-quality, energy-efficient, and innovative air conditioning solutions. We are the most trusted and preferred air conditioning solutions provider in India, achieved by continuously innovating and maintaining sustainability.
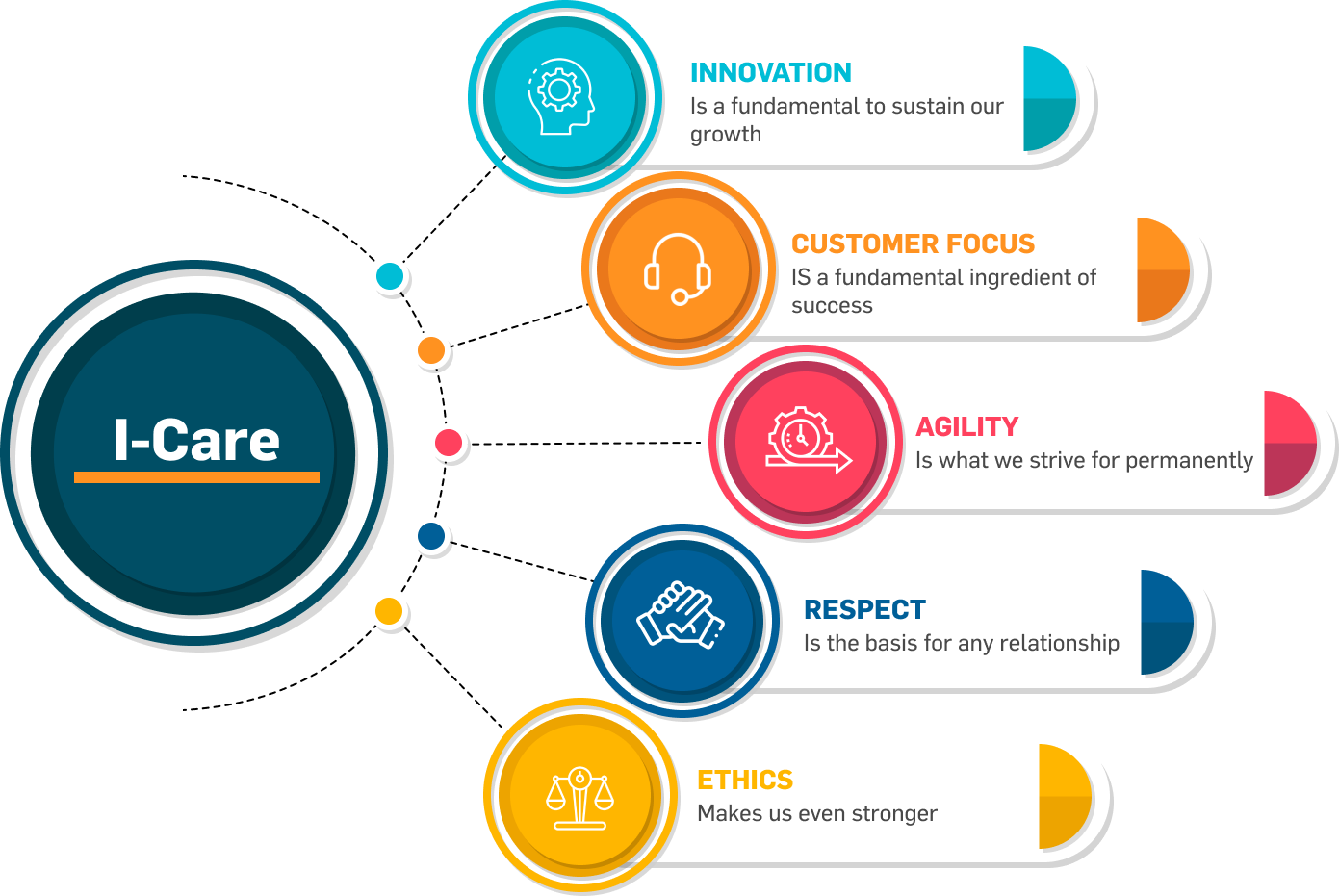
CMI is on a mission to enhance people’s quality of life through innovative and reliable products. It works on the core values of integrity, teamwork, excellence, respect for individuals, and sustainability navigates us to create value for all stakeholders.
CMI’s manufacturing facility, situated in Supa-Parner Industrial Area, Maharashtra, boasts a remarkable production capacity of Room Air Conditioners and Light Commercial ACs. However, what sets it apart is the unique combination of customer-oriented technology, employee welfare, and environmental sustainability. The factory, which commenced full operations in October 2012, strives to introduce cutting-edge technology that is customized to meet the requirements of the Indian consumer. We believe in creating an environment that promotes the happiness and well-being of our employees, which is reflected in our employee-friendly workplace policies.
Moreover, we are committed to reducing energy consumption, waste, water usage, and carbon emissions throughout the manufacturing process. To achieve this, we have implemented various energy-saving practices such as using 100% recycled water, rainwater harvesting, and evaporative air cooling in production areas. Additionally, we ensure maximum utilization of natural lighting on the shop floor to conserve energy and promote a green and clean manufacturing process. We also lay emphasis on minimizing resource consumption throughout the entire supply chain, including procurement and logistics.
The outcome of our efforts is the production of advanced technology that caters to the needs of our customers and provides them with a comfortable home environment. We take pride in our commitment to promoting sustainability, employee welfare, and customer satisfaction through our manufacturing processes.
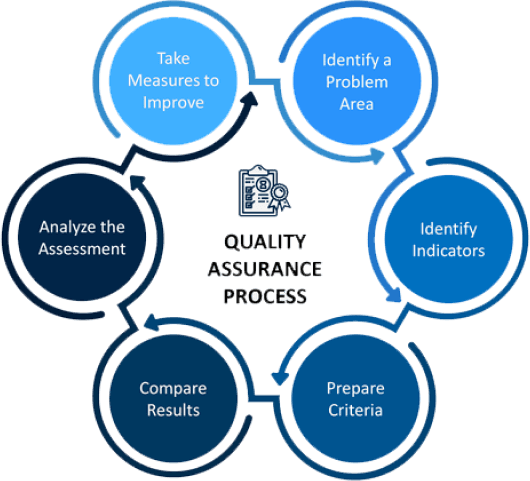
At Carrier Midea India, we place great importance on quality assurance, and we are dedicated to continuously improving our processes and quality management systems. Our aim is to deliver reliable, cost-effective, and environmentally-friendly home appliances that delight our consumers and make us their preferred choice.
To achieve this goal, we have implemented strong operational discipline and have obtained ISO 9001:2015 certification from TUV SUD. Our quality culture is deeply ingrained in our company’s DNA, and all our employees play a critical role in ensuring that we maintain the highest standards of quality. Our quality culture is best described by the Q FIRST Drive, which stands for:
We have assembled a part reliability setup to conduct thorough material testing, including mechanical, electrical, and PCB divisions. Our product reliability setup is an integral part of our product testing process, and it includes both Early Life Test and Product Life Testing. Additionally, we have installed state-of-the-art Helium Leak Detection (HLD) devices throughout our factory to detect any Helium gas leakage accurately and with more sensitivity.
We understand that the heat exchanger in the air conditioner sealed system is a critical component of the setup. Therefore, we have set up an in-house Coil/Heat Exchanger & Copper Tubing Manufacturing unit to ensure 24/7 quality assurance.
To enhance our product development capabilities, we have assembled a dedicated team for in-house product development and equipped them with efficient testing facilities. We have also established the following resources to ensure optimal outputs for different processes:
The National Accreditation Board for Testing and Calibration Laboratories (NABL) has granted accreditation to the R&D Laboratory for air conditioners of Carrier Midea India. In 2013, Carrier Midea India Pvt. Ltd. established a 5HP laboratory at its factory premises, which has been maintained to the international standards of Midea’s global laboratories. The laboratory was upgraded to the NABL level in 2015, ensuring the accuracy of the test results and enabling the creation of best-in-class products.
The NABL accreditation is a recognition of the technical competence of a testing, calibration or medical laboratory for a specific task in accordance with ISO/IEC 17025:2005 and ISO 15189:2007 Standards. This accreditation is accepted in over 200 countries and is synonymous with world-class quality. It guarantees that only reliable and well-qualified products leave the Carrier Midea India factory and reach the customer.
The accreditation from NABL serves as concrete evidence of the high quality of Carrier Midea India’s R&D Laboratory for air conditioners, which has met the rigorous standards set by international organizations. It reinforces the company’s commitment to delivering superior products to its customers.